鼎力一拖四橱柜门板生产线
01
鼎力一拖四橱柜门板生产线(概览)
我司现推出一款PVC 模压门板生产线,主要功能:实现在门板背面完成打标、打锁孔和铰链孔以及玻璃门加工,整板材料翻面、分配、输送到正面加工机器,完成门板正面造形加工、玻璃门切断,随后机机器自动将材料推出到下料台上人工分单。
生产步骤如下:首先将板材放于升降台上传送至二十把刀光纤打标加工中心,进行反面的玻璃门板铰链孔加工和激光打标,之后通过传送台面传送至翻板机,翻至正面后再传送至对应的四十把刀加工中心进行正面造型的雕刻及门板下料切割。所有板材通过中央控制器分配至各个加工中心。所有步骤全部自动化完成,实现了反面铰链孔与正面造型自动加工,及玻璃门板正反面一次加工成型的功能,解决了人工翻面造成劳动力损耗和容易出错的问题等。本生产线适用于市面上现有全部的家具生产软件,包括 2020 软件。机器硬件和软件部分均由我司自主研发、制造,由专业人员现场安装、调试并培训、指导,服务到家、调试至客户满意状态并持续提供售后服务,目前为止已有超过五十家橱柜门板生产企业选择我司模压门板生产线。
主要优势:一台反面二十把刀加工中心加激光打标机可同时服务于多台正面四十把刀加工中心,能将模压门板的生产周期缩短至三天!

02
生产线配置及工作流程
一拖四橱柜门板生产线工作流程
将板材放在液压升降台上,一次可放 30 张 1.2*2.4m,20mm 厚密度板
板材被自动吸附至 20 把刀带光纤打标加工中心上进行喷码打标,反面玻璃门加工和背面的铰链孔加工
传送至第一台纵向输送台的翻板机上进行板材的翻面
纵向输送台将板材分配至各个 40 把刀正面加工中心
正面 40 把刀加工中心进行正面造型的加工和板材的下料切割
最后推送至下料台面由工人取走成型的门板

二托六生产线
将板材放在液压升降台上,一次可放 30 张 1.2*2.4m,20mm 厚密度板
板材被自动吸附至 20 把刀带光纤打标加工中心上进行喷码打标,反面玻璃门加工和背面的铰链孔加工
传送至第一台纵向输送台的翻板机上进行板材的翻面
纵向输送台将板材分配至各个 40 把刀正面加工中心
正面 40 把刀加工中心进行正面造型的加工和板材的下料切割
最后推送至下料台面由工人取走成型的门板

03
部分设备详解
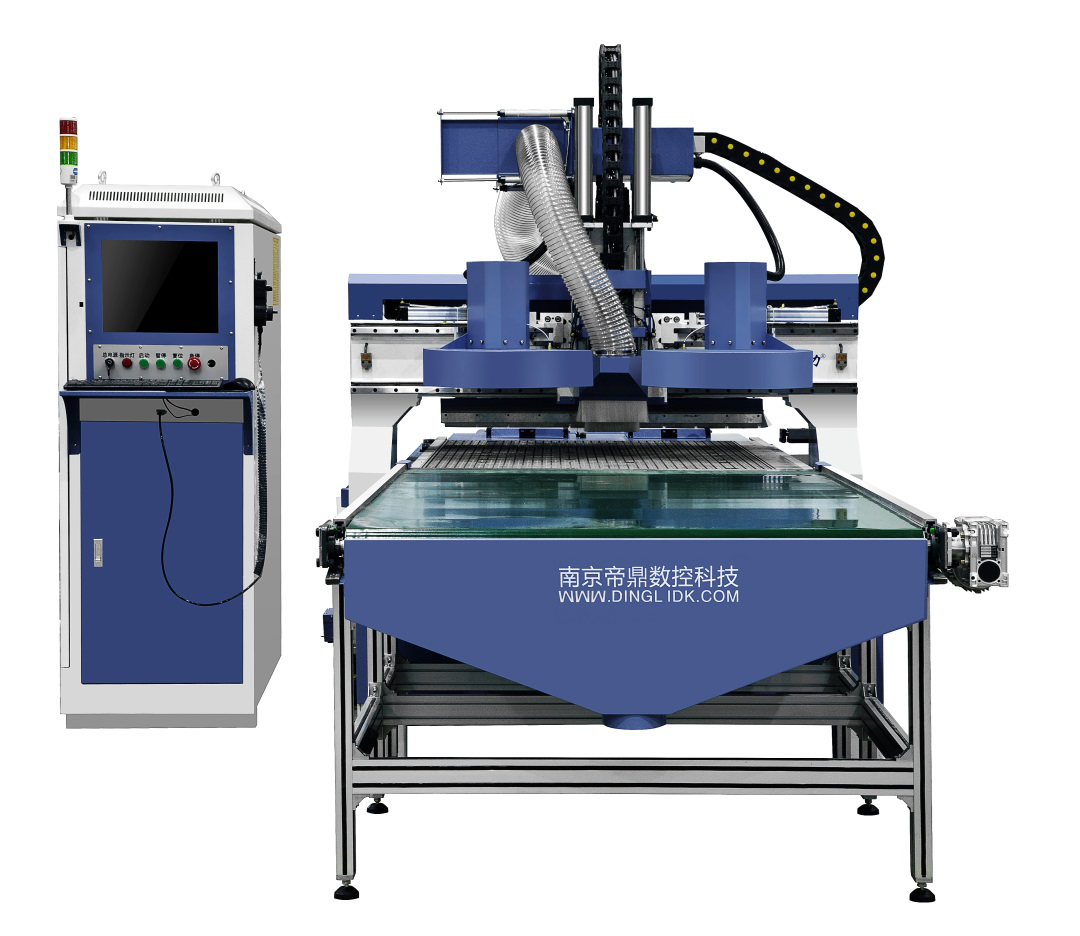
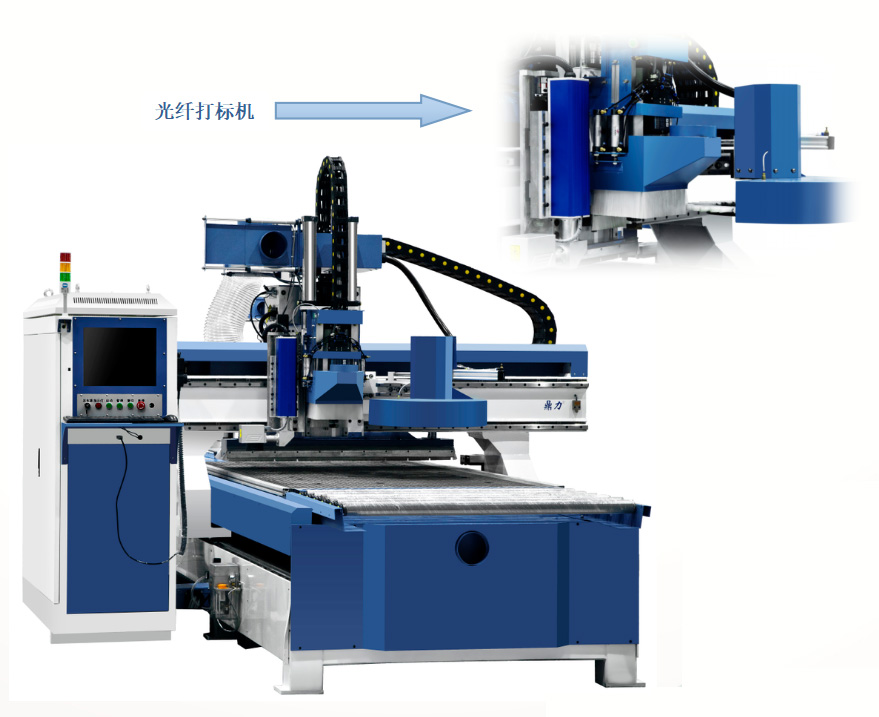
20把刀反面加工中心带光纤打标




40把刀加工中心